Pinholes
Quick Start
When pinholes appear in a coating, people start to panic. A cool analysis shows that there are two issues. The first is contact angle, θ. Everyone knows that. The second is the thickness of the coating, h. Most people don't know that if you go thinner, a pinhole-free coating can suddenly be full of holes.
The trick is to tweak your setup so that any holes caused by external junk spontaneously close up (low θ, large h) rather than open up to give a big visible defect. If you can't change θ or h then you have to move to a clean room.
Pinholes
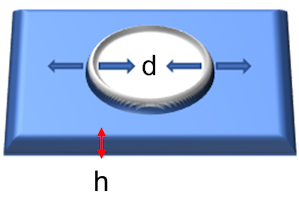 A coating will often contain a little pinhole. Whether it spontaneously grows (outer arrows) or self-heals (inner arrows) depends on three factors: contact angle, coating thickness and hole diameter. While everyone focusses on contact angle, there is little understanding that you can transform a pinhole-free coating to one full of holes merely by reducing the coating thickness. The theory shows why you must keep all 3 factors in mind.
A coating will often contain a little pinhole. Whether it spontaneously grows (outer arrows) or self-heals (inner arrows) depends on three factors: contact angle, coating thickness and hole diameter. While everyone focusses on contact angle, there is little understanding that you can transform a pinhole-free coating to one full of holes merely by reducing the coating thickness. The theory shows why you must keep all 3 factors in mind.
A pinhole of diameter d in a coating of thickness h and contact angle θ will grow if:
`h/d lt 2(1-cosθ)`
The speed at which it grows depends also on the viscosity η and surface tension σ is given by:
`v=(θ^3σ)/η`
We can now see why thinner coatings are more likely to show pinholes. If a pinhole-free coating is halved in thickness then h/d can fall below the critical value. The only cure is to have a lower contact angle (better wetting) or a cleaner, bubble-free coating with less initial pinholes.
As seen in the Levelling app, thin coatings also tend to inhibit levelling out of coating lines, so life is tougher for those who want to make high-quality coatings in the sub-micron range.